一种电子烟发热网丝跟引脚的激光焊接设备及焊接工艺方法
一种电子烟发热网丝跟引脚的激光焊接设备及焊接工艺方法

一、目前现有焊接方法
及不足如下:
二、铭镭激光设备有限公司推出的
ML-WF-ZJ-2D-QHW100准连续双振镜头
激光焊接机原理及焊接工艺方法

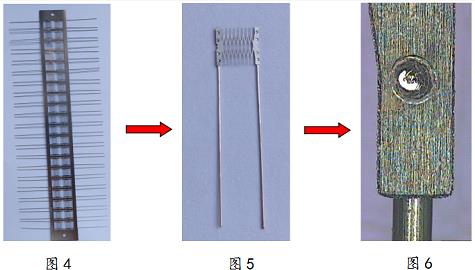
(5)、工控机及控制软件系统里面,产品焊接程序、切光程序及功率相关参数设定完成后,即可启动焊接。如图4所示为焊接后的产品图,图5所示为单个产品成品图,图6为产品焊接点位放大示意图。
三、综上所述,与同类现有设备
或技术相比的优势
本文来自投稿,不代表本网站立场,发布者:实习编辑,如若转载,请注明出处:https://www.dbykq888.com/dianziyan/zixun/97217.html
 微信扫一扫
微信扫一扫 相关推荐
每个电子烟烟弹如何保存及使用的详细说明
每个电子烟烟弹如何保存及使用的详细说明现在很多小伙伴买烟弹,不管任何品牌,不可能一颗一颗的去买,遇到自己喜欢的口味,想把它全买回家自己慢慢抽,哈哈。一颗一颗的买不仅耗费自己的精力,还要时时刻刻关注自己的烟弹烟油剩...

抽电子烟可以戒烟吗?那款电子烟性价比好一些?|悦刻|柚子|绿萝|魔笛等
抽电子烟可以戒烟吗?那款电子烟性价比好一些?|悦刻|柚子|绿萝|魔笛等有些人认为电子烟能帮助人们戒烟,而另一些人则说它们有各种各样的健康危害,并且会诱导年轻人开始吸食真正的香烟。但是一项新的研究发现,现在更多的医生...
悦刻系列电子烟批发————(悦刻五代幻影)
悦刻系列电子烟批发————(悦刻五代幻影)目前悦刻五代幻影共有十种颜色,悦刻五代幻影其中纯色系列有六种,分别是石墨黑、月亮银、红焰橙、晨霜绿、鸢尾蓝、零度逐霜。官方价格是268元单杆,渐变色有...
lvluo绿萝你了解多少,绿萝和柚子哪个更好,电子烟有害吗?
lvluo绿萝你了解多少,绿萝和柚子哪个更好,电子烟有害吗?经常有小伙伴问我绿箩和柚子的哪个更好,其实两家各有自己的优点,柚子的作为国内的第二大电子烟品牌,不管是从知名度还是从产品的质量上都要优于绿箩的。绿箩的优势主...
RELX悦客电子烟——悦客电子烟五代介绍
RELX悦客电子烟——悦客电子烟五代介绍RELX悦客电子烟作为主流之一的电子烟品牌,相对来讲知名度更广,受到大部分消费者的欢迎与喜爱。 那么关于悦客主打的悦客五代,优点也是更多,用户体验也是也是更好。关于悦...
LVLUO绿箩——绿箩美好生活
LVLUO绿箩——绿箩美好生活LVLUO绿箩电子烟品牌作为一个后起之秀,刚开始并没有受到多少关注。可是绿箩一步一步依靠产品的质量以及烟弹独特的口味,后来居上,逐渐崭露锋芒。现在出现了供不应求的一个局面,全国各...